Правилното конструктивно оформяне на пластмасовите изделия е важна стъпка към подготовката за конструиране на шприцформи за тяхното производство. Този процес обхваща конструиране на отделните му елементи (стени, фланци, дръжки и др.), определяне на взаиморазположението и начина на свързване на отделните елементи, определяне на местата и начина на свързване на вложките и т.н. Съществено влияние върху конструкцията на изделието могат да окажат структурата му и напреженията в него.
Шприцваните от аморфни пластмаси изделия имат структура, която не се влияе от технологичните параметри на преработване, конструкцията на изделието и формата. Такива изделия имат разлика в свойствата главно под влияние на вътрешните напрежения и ориентационните процеси. Изделия от частично кристални пластмаси са със структура, която може съществено да се промени спрямо тази на изходния материал. Промените се изразяват в различни съотношения между фазите, големината на кристалните образования и т.н. Причините за такива промени са: свойства на пластмасите (скорост на кристализация, склонност към образуване на едро и дребнокристална структура, степен на кристализация и др.); конструктивни особености на изделието; начин и скорост на охлаждане и др. Структурата на изделия от частично кристални пластмаси обикновено се формира в три слоя:
– Аморфен – дебелината му е от 15 до 150 μm и зависи от пластмасата и разликата в температурите на изделието и стените на формата. Този слой е по-мек и поема вътрешните напрежения и ориентацията.
– Междинен – с различна дебелина (например за POM е 150 900 μm. Формира се при дебелостенни изделия, шприцвани във форма с ниска температура на стените. Представлява аморфна фаза, размесена с едри кристали.
– Вътрешен – състои се от кристална маса. Едрината на кристалите определя свойствата на изделието.
С увеличаването на степента на кристалност се подобряват повечето от свойствата на изделията , като модул на линейна деформация, якост на опън, термична устойчивост, износоустойчивост. Намалява се якостта на удар, удължението, прозрачността и др.
Структурата на изделията може да се изменя и чрез добавяне в пластмасата на пълнители, армировка, средства затрудняващи горимостта, стареенето и др.
Напреженията възникващи в изделието се дължат на:
– неравномерно охлаждане – бързото охлаждане на повърхността предизвиква напрежения и натиск, а сърцевината е с напрежения на опън;
– ориентация на молекулите, предизвикана от начина на протичане на стопилката.
– остатъчно налягане вътре в изделието – то разпъва външните слоеве и предизвиква напукване (главно в аморфните пластмаси)
Деформации на пластмасовите изделия
Деформациите, причинени от вътрешни напрежения, са със стойност до 4% и имат енергийно-еластична структура т.е работата за деформиране се натрупва като потенциална енергия и при отстраняване на напреженията атомите се връщат в състояние на равновесие.
Деформациите, причинени от ориентационните процеси, са значително по-големи и имат ентропийно-еластичен характер т.е група атоми релаксира само при повишени температури, получени от натрупване на топлина с течение на времето. Ориентациите не създават напрежийни пукнатини, но причиняват анизотропия в свойствата, която в някои случаи може да окаже решаващо влияние.
Конструкцията на изделието може да се разглежда и във връзка с неговата технологичност. Съществено влияние върху свойствата и експлоатацията му оказват маловажни на пръв поглед фактори, като технологични наклони, оребряване, закръгления и др. По долу се дават някои напътствия за тяхното определяне и реализиране.
Дебелина на стените на пластмасови изделия
Средната дебелина на стените на шприцвани пластмасови изделия е 0.8 – 3 мм, а за големите изделия достига до 6 мм. Съвременните технологии и машини дават възможност да се произвеждат изделия със стени с дебелина от 0.3 до 25 мм, но те са за специални цели. Дебелината на стените се определя от много фактори като вид на пластмасата, разходи, конструкция на шприцформата и др.
За конструктора дебелината на стената се определя преди всичко от течливостта на пластмасата. Производителите на пластмаси дават съотношението между дебелината на стената α и дължината на пътя на протичане на стопилката l. Минималната дебелина на стените се определя главно от якостни съображения и от дължината на пътя на стопилката във формата, а максималната – от появата на шупли и всмукнатини и удълженото време на охлаждане. За намаляване на дебелината може да помогне многоточковото шприцване. В тази таблица са дадени специфични особености при оформяне на елементите на стените.
Някои материали (например полиолефините) се свиват твърде различно по отношение на посоката на протичане на стопилката. При шприцване на изделия тип дискове се препоръчва увеличаване на дебелината към периферията с около 25%, което компенсира напречното свиване и запазва правилната форма.

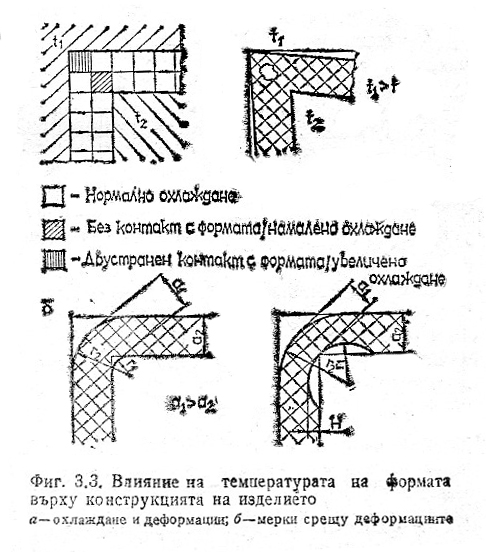
Големи съдове се предпазват от изкривяване с удебеляване на стените с 25% от ъглите към средата и на дъното – от средата към периферията също с 25% (схема). Вместо удебеляване може да се използва умишлено изтегляне на стените навън с което те стават по-неподатливи и частично компенсират свиването. Друг начин за предпазване от изкривяване е използване на различни температури в поансона и матрицата. Въздействието на различните температури в поансоните и матриците и мерките срещу деформиране са отразени на тази схема.
Кутиеобразни изделия показват деформации на стените спрямо дъното (наклоняване). Това е резултат на трудно отнемане на топлината от ъглите (увеличено свиване), изместване на потока стопилка по по-малък радиус на закръгление (увеличаване на топлината, отнемана от вътрешните стени) и ориентиране на влакната навътре при стъклонапълнени пластмаси. Този дефект се коригира чрез изтъняване на прехода между дъното и стените или чрез предварителна промяна в ъглите на наклона.
Препоръча се преходите между различните стени да са плавни, което е важно и за якостта на изделията.
Оребряване
С ребрата се придава коравина и устойчивост на конструкцията на цялото изделие. Неправилно разположените ребра могат да окажат вредно влияние на геометричната форма на изделието и на неговите размери. В някои случаи ребрата са технологични – например като проход, по който стопилката достига по-лесно до отдалечените краища на формуващите. Височината на ребрата трябва да не надвишава петкратно дебелината им за да се постигне значителна устойчивост. От якостна гледна точка подложените на опън ребра могат да са по-тънки от подложените на натиск. Ето защо профилните изделия трябва да се разполагат така, че ребрата им да попаднат в зоната на опън. Дебелината на натоварените на натиск ребра обаче не може да надвишава повече от 30% дебелината на стените, тък като възникват вътрешни напрежения и деформации от свиването.

Получените при това вдлъбнатини влошават естетичния вид на изделието. Вдлъбнатините се избягват при спазване на пропорциите, посочени на схемата. Големите стойности на коефициентите k са валидни за тънки стени (≈ 2 mm) и ребра, намиращи се близо до леяка , а малките – за дебели стени (≈ 5 mm). Вдлъбнатините се неутрализират и чрез изпъкналости срещу тях или чрез подходящо оцветяване (светли и матови тонове). На фигурата са дадени някои от начините за скриване на всмукнатините чрез промяна на конструктивното оформяне. Дебелите ребра изтеглят стените навътре в обема на изделието, а тънките ги избутват навън.
Наклони на стените
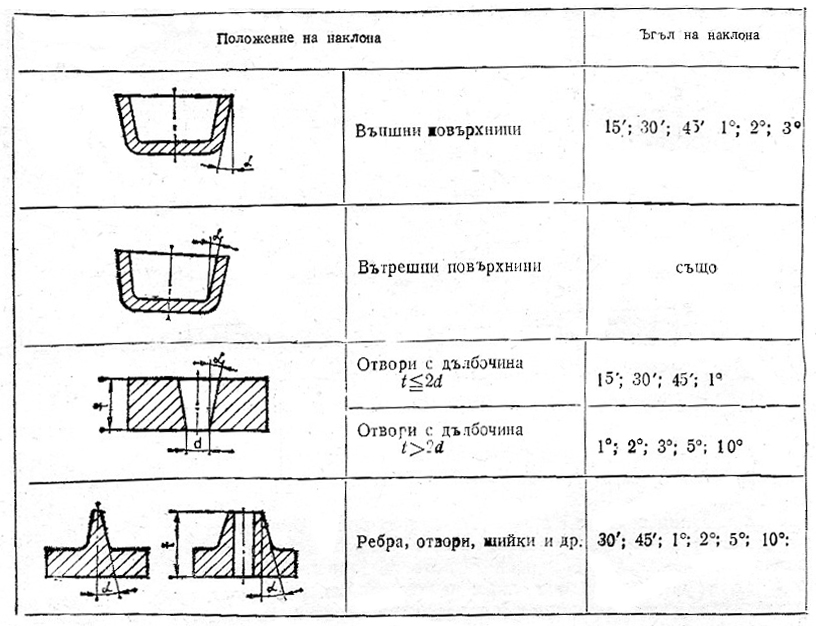
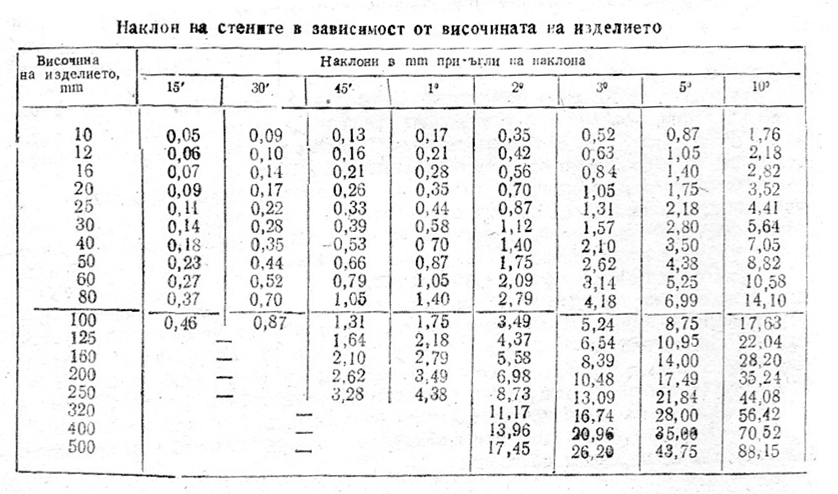
Стените на изделията се изработват наклонени за да се улесни изваждането им от шприцформата. Ако изделията са дълбоки съдове наклонът е необходим за преодоляване на вакума, създаващ се между дъното на изделието и поансона. Големината на наклона зависи от конструкцията (коравината) на изделието, технологичните условия, вида на пластмасата от гледна точка на свиването и якостта на стените. Породеното от свиването напрежение в изделието се определя и от големината на напречните му размери. Наклонът на стените не влияе на първоначалното съпротивление на изваждане, а главно върху последващото триене. Практиката показва, че в някои случаи изделието се изважда от поансона без наклон, а не може да се извади от матрица без наклон поради значително по-големите сили на триене. Най общо наклонът на стените (таблица) трябва да е не по-малък от 1°. По изключение той може да достигне 10° за малки изделия и до 5° за по-големи изделия. За изделия от PS, PVC – твърд и PMMA той е над 1°, а за PUR – над 2°. За съдове с голям диаметър и за тънкостенни изделия наклонът трябва да е по-голям. Пластмасите с високи якостни свойства позволяват преработване в изделия с неголеми наклони. Неправилното дозиране, както и неспазването на технологичния режим може да доведе до трудно изваждане даже и при голяма конусност. Използването на разделители като силиконови и парафинови емулсии значително облекчава изваждането на изделията и при по-малки наклони на стените. В таблицата са посочени най-често използваните стандартни наклони и свързаните с тях наклони на изделията, а на фигурата са илюстрирани с примери минималните технологични наклони, изисквани от технологичната екипировка при преработване на различни пластмаси.
Засечки в стените на изделията
Страничните засечки ( отвори, вдлъбнатини, издатини, резби и др.) усложняват конструкцията на изделията и затрудняват изваждането им. В технологично отношение те предизвикват съединителни шевове ( спойки ) и отслабват изделията.
Отворите, разположени по стените напречно на посоката на изваждане на изделията, обикновено се формуват с шибри. За опростяване на конструкцията на шприцформата е желателно изделието да се преконструира така, че отворите да се получат от допиране на поансона и матрицата.
При преработване на еластични термопласти ( HDPE, LDPE, PP и др.) е възможно получаване на малки засечки в изделията с опростена конструкция на формата. Дълбочините на засечките зависят от вида на пластмасата. Те не трябва да превишават стойности, при които се получават остатъчни деформации, а материалът се възвръща под действие на еластичността си. Формите за тях се изграждат на принципа на изваждане първо на елементите, формуващи външния контур за вътрешни засечки, и изваждане първо на елементите, формуващи вътрешния контур за външни засечки







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}